





.jpg)

北京二七机车厂20世纪80年代进口的捷克SKODA公司W 160HC落地镗铣床,担负着柴油机机体关键工序加工。由于该机床已经运行多年,其电控系统严重老化,频繁发生故障,该机床又无备件,已严重影响了生产的正常进行。因机床的机械性能较好,经检测机床几何精度均在允差范围之内,决定对该机床的电气系统进行数字化改造,全面提升电气控制技术水平。
一、改造方案
1.主轴旋转控制部分
将机床原主轴旋转控制系统全部淘汰,直流电动机驱动选用欧陆全数字SSD590一440V/360A直流调速系统。直流电动机功率83kW,电枢40V/205A,激磁220V/4.7A,转速1000一2450r/min。为保证电动机运行的平稳性和可靠性,进线加进三相平波电抗器。
2.进给驱动控制部分
机床立柱、主轴箱进给直流电动机驱动选用襄樊传动厂生产的ZSS2一400V/50A直流伺服调速系统,电动机功率11.9kW,电枢400V/32A,激磁200V/0.69A,转速3000r/min,另加50A三相进线平波电抗器。
机床镗杆进给直流电动机驱动选用襄樊传动厂生产的ZSS2—400V/30A直流伺服调速系统,电动机功率8.4kW,电枢400V/ 16A,激磁200V/0.33A,转速3000r/min。另加30A三相进线平波电抗器。
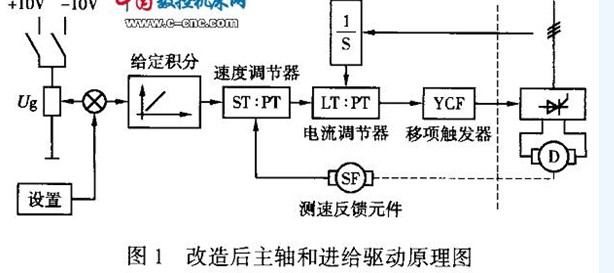
ZSS2系列直流伺服调速装置是针对机床进给传动要求宽广的调速范围和快速响应进行设计的。性能稳定可靠,在速度环采用了增益非线性技术使系统调速比可达到1:5000,配普通直流电动机调速比最低可达到1:400,因此具有很好的低速性能。该装置是一个典型的双闭环调速系统(图1),为了加强低速性能,特设非线性环节进步低速范围的速度环增益,使低速动态响应得到改善。它与直流力矩电机或普通直流电动机配套,改变电动机的电枢电压进行调速,可以在四象限内运行,其中Ⅰ、Ⅲ象限内电机运行在电动状态,Ⅱ、Ⅳ象限内电机运行在发电状态。
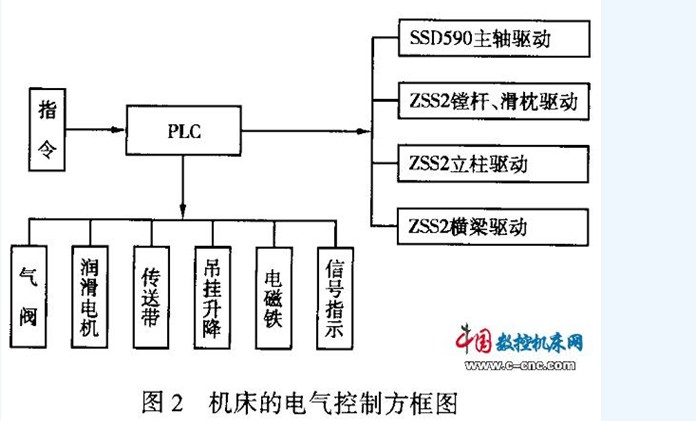
3.电气控制部分(图2)
电气控制部分选用日本欧姆龙CQMIH PLC,它采用程序储存方式,程序语言为梯形图,指令长度每条指令1点,每条指令1~4字,I/O点最大可到1280点,I/O控制方式为循环扫描方式直接输出,立即中断处理。PLC具有的显示功能使机床的各种控制按钮、限位等都处于显示状态,在调试检验时更加方便快捷。电柜上的信号指示灯通过PLC进行控制,出现故障时相应的指示灯亮,故障排除后指示灯自动熄灭,大大延长了信号灯的使用寿命。接触器、继电器等主要器件选用西门子、欧姆龙等公司的产品,保证电气控制系统的可靠性。
SSD590—440V/360A调速系统性能良好,维护方便,可靠性较高,是一个逻辑无环流双闭环可逆控制系统(图1),不需要倒相接触器,就能完成电机的正反转控制和正反向制动。它以16位微处理器为核心,配合提供用户的可变参数控制软件,可灵活修改电机响应的重要参数。它的速度调节器和电流调节器不仅具有线性调节功能,而且具有自适应功能。在系统运行时能自动调节其比例增益和积分时间,使系统动态运行达到最佳状态。利用组态软件可以实现正反向点动,正反向减速等功能,无须电位器和电阻,降低了故障率,进步了可靠性。
二、系统技术参数及技术特点
1.欧陆全数字直流调速系统SSD590调速装置
该系统具有积分锁零的可调整的速度PI调节,电流环完全自适应的PI调节,参数自优化功能;完善的故障自诊断和记忆功能,诊断故障全部由计算机处理,第一次的故障自动显示;具有过流、过压、欠压、超速、失速、失磁、缺相、堵转、可控硅模块超温、可控硅触发失败等的保护功能;具有密码保护、S曲线控制功能;调速范围(以测速机反馈为例)1:100;直流输出电压士440V;直流输出电流士360A;控制精度△N=0.1%;电网电压3相380V士10% AC;自动跟踪电源频率AC 3相45~65Hz;多种应用软件可实现张力、同步、卷绕等高精度控制的要求。
2.ZSS2伺服调速装置
额定直流输出电压士400V(其他电压等级须加电力变压器);额定直流输出电流士30A、士50A;调速范围1:5000(配力矩电机),1:400(配普通电机);稳速精度在速度最大时≤0.4%,最小时≤0.6%;转速超调量<10%;电网点压3相380V士10%AC,50Hz/60Hz士2%;具有过流、过压、欠压、超速、失速、缺相、相位、熔断、堵转、可控制硅触发失败等保护功能。
改造后一年多的生产运行表明,各项性能指标都达到了原设计要求,系统运行稳定可靠,未发生任何故障。机床主轴旋转,运行硬特性增强,扭矩大超调量小。进给轴启、制动响应快,快速性能好,调速范围宽,操纵者加工对刀方便,加工效率进步。同时做到了和原机床的较好融合,改动最小,投资仅30万元,占机床原值13.1%,取得了较好的投资效益。



 关注本刊微信订阅号
关注本刊微信订阅号