





.jpg)

进入21世纪,国内的汽车制造行业发展迅猛,规模不断扩大,市场竞争日趋激烈,诸多因素威胁着汽车主机厂的生存环境。因而汽车企业根据市场需求做出快速反应和决策,推出新的产品,有效缩短产品的生产准备周期是提高企业竞争力的必要手段。随着新车型的不断引入以及增效降本、自主规划等要求的提出,低成本、高质量、短时间成为各大厂家追逐的目标。因此规划与工艺部门必须要有一个创新的解决方案来解决工艺设计、工艺规划、工艺仿真、工艺验证及与供应商协作等核心问题。在此背景下, 许多汽车公司通过借鉴国内其它汽车厂家在此方面的成功经验引入了“数字化工厂”制造规划系统[1,2,3]。
数字化工厂主要是将整个生产的信息总结为三类对象:产品、工艺及资源。产品主要是指汽车的零件信息, 包含车身零件、装配件及标准件。工艺是指如何将产品设计具体实现的方法,以及零件安装后的质量特性,一般汽车厂都会以工艺卡的形式体现整个装配的工艺。资源是指为生产提供的工装设备以及人员,具体包含焊钳、机器人、工位器具、工装夹具以及操作者等。数字化工厂技术实际上就是将产品、工艺及资源有机的结合起来, 在三维环境下,可以直观地观察到每个工位包含的全部信息。这样可以使工艺规划人员很容易地发现设计中存在的问题并能及时地反馈到设计部门, 将制造成本降低到最小。
简单来讲,以产品全生命周期的相关数据为基础,根据虚拟制造的原理,在计算机虚拟环境中,对整个生产过程进行仿真、评估和优化,进一步可以扩展到整个产品生命周期的新型生产组织方式。本文针对焊装领域数字化工厂软件的应用情况进行相关的研究。
1 数字化工厂软件建立的目的及用途(技术原理)
数字化工厂软件主要应用在产品开发和过程开发的前期,一旦设备、工装投入制造,再次更改周期,成本将大大增加,因而在制造前对产品设计和过程设计的合理性进行分析就显得尤为重要。数字化工厂软件建立的技术原理也主要是针对产品设计和过程设计,主要包括以下几个方面:
1.1 产品结构及工艺性分析:研究产品搭接关系,分析复杂结构,判断其可制造性并对不合理的部位制定对策, 也就是产品设计阶段的工艺评审。通过这样的同步工程开发,降低了过程设计阶段进行产品更改或者进行非常复杂的设备、工装制造的风险,从而减少了过程设计的周期和资金投入。
1.2 资源配置:在三维场景下观察零件在相应工位的装配情况,进行各工位的资源配置。如焊枪、夹具、钢结构等。
1.3 资源优化:根据定义的工艺参数选择合适的焊枪,并且在正确选择了焊枪、变压器、焊接控制器、机器人、夹具等资源的基础上进行资源优化。
1.4 焊点分配:沿着各工位分布焊点, 并确认所有的焊点都得到了处理,没有焊点被遗漏。同时可看到焊点的显示情况。
1.5 简化过程文件的编制:可自动生成工序卡、工具明细表、设备明细表、焊接参数等。
1.6 物流布局:进行3D空间布局,使整个车间及生产线的物资、物流清晰直观。
2 数字化工厂软件的组成及数据库建立
2.1 数字化工厂软件的组成 对焊装数字化工厂软件进行归纳和分类,可以分为四大模块:工艺规划模块(Process Designer)、工艺仿真模块(Process Simulate)、仿真及离线编程模块(Rob CAD)和物流仿真模块(Plant)。
2.2 数据库的建立 针对四大模块所需的资源和资料进行数据库建立。 数据库建立包括创建资源库、建立产品库及操作库。数据库是最本质的东西,只有建立了一个庞大完善的数据库,将产品、工艺和资源有效的联系起来,才能在三维环境下进行三维布局、工艺仿真及物流仿真等工作。 资源库的建立是耗时最长的工作, 由于所有的工作都是在三维环境下进行,所以所有的物资都要建立数字化工厂软件识别的3D模型(*co,*cojt, *ce),如图1所示,
生产线内的机器人、夹具、台车、焊钳、底座等都需要建模。数字化工厂软件支持多人协同作业,可以大大节约建模时间。在改造原有生产线时,可以从原有的生产线调用资源,方便进行工装设备选型,而且三维再现的可视化布局更直观,方案的优劣一目了然,验证的效果更接近真实。国内某知名汽车公司的焊装车间就是利用该技术进行产能提升工艺方案规划。
产品库的建立需要有产品部门bom 表及3D产品的数模输入,并且产品的3D数模要与bom表中的零件号及零件层级是一一对应的,3D数据为CATIA 格式的需要将其转化为数字化工厂软件识别的co格式文件并转化到数字化工厂软件环境下。
操作库的建立实际上就是在产品和资源都具备的情况下,具体的工艺实施过程。以工艺为中心,整合产品及资源。操作库主要是建立好相应的工位,每个工位需要进行哪些工艺操作及装配、搬运等内容。在操作库的建立过程中,需要辅助进行工时分析、设备选型、工艺仿真及物流仿真等相关的工作。
3 数字化工厂软件在工艺验证和工艺流程分析中的应用方法 ]
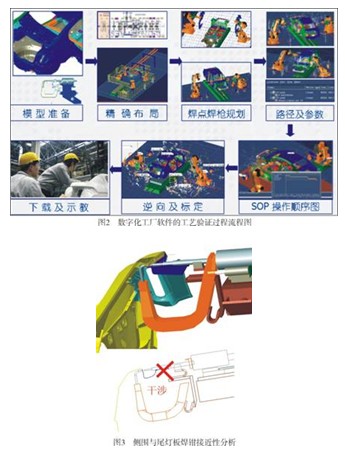
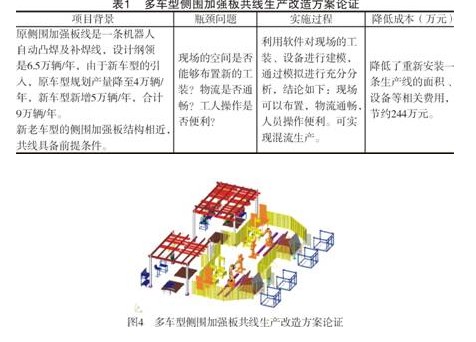
3.1 工艺验证 利用数字化工厂软件可以对焊枪的选择、分配过的焊点、机器人焊接操作、手工焊接操作等进行工艺验证。在对所有进行的工艺验证种类中,对零件的焊接可达性进行仿真验证是最常见的。方法是给出零件和焊点的数量及位置,然后根据焊接路径进行仿真。在仿真过程中使用干涉检查的方法检查布局是否合理,焊钳是否能达到所有的焊点位置,机器人的姿态是否舒服,最后会给出检测的报告,具体过程如图2和图3示。
工艺验证一般是按照工序卡要求进行,经过对软件进行二次开发定制, 可以在工艺规划及设计后能自动输出工序卡、设备明细表及工装明细表等文件。在软件的使用过程中进行定制开发很有必要也很方便使用。根据以往项目积累的经验,数字化工厂自动线仿真过程中要注意以下几点:
3.1.1 选择机器人焊钳时,尽可能体积小,要将线缆到达范围及活动范围考虑进去,以免现场调试时线缆干涉。机器人焊钳设计时,尽可能重量轻,降低机器人负载,从而提高机器人运动速度。
3.1.2 同一把焊钳所焊的焊点分配尽量分布在同一区域。
3.1.3 尽量不用带外部行走轴的机器人。
3.1.4 点焊钳电极修磨机布置时,要避免机器人作业范围与生产线的车身、相邻机器人修磨、相邻机器人点焊时干涉,减少等待。
3.1.5 机器人一般对称布置在生产线两侧,同一工位,地面上布置的点焊机器人数量尽量不超过6台。
3.2 数字化工厂软件的工艺流程分析 数字化工厂软件具有自动线平衡的功能,利用Gannt Viewer工具分析生产线各工作区域和工位的操作时间,根据之前对安装零件的分析,利用pert 图搭接装配先后关系,根据这种搭接关系,将所有的操作平均分配到生产线,对于一些不涉及装配顺序的零件, 用来平衡时间关系,系统计算完成后, 观察每个工位的装配工作,再将操作分配到人或者机器人。
4 数字化工厂软件在焊装线的具体应用实例
数字化工厂在某车型的应用情况:
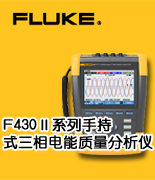
4.1 多车型侧围加强板共线生产改造方案论证,如图4和表1所示。
4.2 新车型在主焊线通过性验证,如图5和表2所示。
5 工作中使用数字化工厂软件的优点
5.1 可以在数字化信息平台上将日本马自达的工艺方案进行修改编辑,生成适应中国情况的工艺方案。
5.2 为公司今后车身工艺规划管理和提高工艺规划的效率和质量打下一定的基础。
5.3 建立了一个白车身工艺规划的协同工作环境,实现工艺规划人员之间的数据共享和并行工作。
5.4 建立了资源库和工艺操作库,为后续项目的开展提供了一个标准数据库框架。
5.5 不断丰富的资源库,在今后的工作中,可以方便快捷的达到资源重组以及重复利用等。
5.6 新车型混产时,快速准确的通过性验证以及新的资源需求。
5.7 检验新车型的工艺方案通过性,提高工艺规划效率、质量。
5.8 提高本地化制造的技术可靠性和质量。
5.9 有效降低后期工艺更改及产品更改带来的成本。
5.10 论证并确定了生产线的改造方案,如主拼夹具改造,大量节约了改造费用及停产改造时间。



 关注本刊微信订阅号
关注本刊微信订阅号