





.jpg)

经济新常态下,工程机械发展整体处于低谷,常规产品需求日趋下降,一些“私人订制”式的新产品逐渐增多。为满足个性化的产品需求,保质保量按期完成产品生产,一种柔性组合工装的应用越来越广,可以满足多产品、多结构的不同生产要求。
柔性组合工装的应用不但能实现多种产品不同结构的灵活切换,而且可以大大降低生产工装投入成本,缩短生产周期。
1.柔性组合工装的组成
柔性组合工装可完全替代专用工装进行产品的组对及焊接装夹,同时也可配合一些专用简易定位装置实现复杂工件的组对和装夹要求,以适应不同产品、不同结构的定位需求,达到降低工装投入成本、加快产品制造的目的。柔性组合工装主要由以下几个结构模块组成:
(1)基础件 工作台的5个工作面都有100mm×100mm的网格(一般为D28系列)或50mm×50mm网格(一般为D16系列),并且工作台上有刻度标识,方便工件在组对过程中进行尺寸的测量以及定位座定位测量,如图1所示。工作台由铸件和焊合件两种形式,可根据产品重量、承载要求等选择适合类型。
 图1工作台
图1工作台
(2)支承件 包括U型方箱、L型方箱、支撑角铁、角度器、角型连接块等。
(3)定位件 包括定位角尺、定位平尺、平面角尺、V型块等,如图2所示。
 图2定位块
图2定位块
(4)锁紧件 包括快速锁紧销、沉头锁紧销、手柄式快速压紧件等,如图3所示。
 图3锁紧销
图3锁紧销
(5)其他辅件 工具推车、调换、油石、毛刷等。
2.柔性组合工装的特点
柔性组合工装主要体现在柔性化上,要满足多种产品、多种类型结构的组对和装夹要求,组合使用、快速调整、定位精确是必不可少的,在生产制造使用过程中具有以下特点。
(1)组对精度高以及柔性化 三维柔性组合工装的工作台和其他标准定位、支撑模块精度高,工作台面和各种功能模块上每隔50mm或100mm配套的D16或D28的圆孔,任意孔的孔间距尺寸公差小于0.02mm。根据工件的结构,通过具有互换性模块能在短时间内完成复杂和精确的工装组合,实现高精度定位,且具有广泛使用性,如图4所示。因具有非常高的精度,工作台可用作检具的基准平台,完成检测的相关工作。
 图4柔性组合
图4柔性组合
(2)时效性、经济性 柔性组合工装的使用可以节省设计、制造、调试专用工装的时间,缩短新产品的产出时间。虽然三维柔性组合工装价格高,一次性投资较大,但专用工装造价同样不菲。对于新产品开发、试制较频繁的工厂,制造几套产品的专用工装投入就将接近甚至超过一套三维柔性组合工装。而且,新产品专用工装使用率低,闲置时间长,造成资源的很大浪费。
(3)占地面积少 专用工装一般只能组对一个或寥寥几个产品,尤其生产品种多而产量少的产品制造车间,专用工装占据了大量的车间面积,解决工装放置问题也是面临的生产现实问题。而一套三维柔性组合工装系统可减少储备空间,因为只需对其标准模块的组合使用就能实现对多种产品的精确定位和夹紧。
(4)人力成本低 专用工装需要资深的工程师和技工进行设计和制造,工装的方案决定了设计思路,工装的设计、制造精度要高于产品设计精度要求,对人员的设计和制造水平都有较高的要求。而三维柔性组合工装的操作通过简单的培训即可进行操作,一般的技工就可完成。
3.柔性组合工装在工程机械领域的应用
(1)在薄板件及中小型结构件组对中的应用 三维柔性组合工装非常适用于组对薄板件和中小型结构件。对于形状简单的结构件,在工作台上通过少数几种常用的支撑件和定位件、定位锁紧销和快速压紧件就能实现精确定位和夹紧,操作简单快捷。而复杂的结构件,对标准模块品种和数量的要求比较高,需要准备充足,虽然工装调整比较复杂,但使用效果依然理想,如图5、图6所示。
 图5薄板件组对
图5薄板件组对
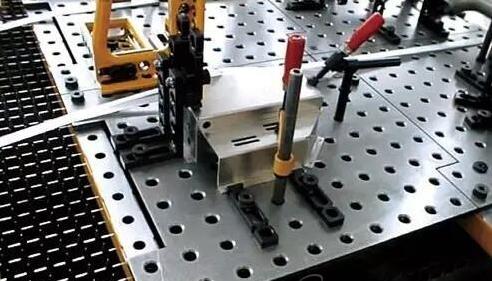
图6中小型结构件组对
(2)在大型结构件组对中的应用 大型结构件,尤其是厚板结构件,其外形尺和质量大。一般的支撑件(U型和L型方箱)、定位件(定位角尺、定位平尺)和快速压紧夹的强度无法再满足其支撑、定位和夹紧要求。这种情况下可以在充分结合利用工作台及销孔基础上,在工件关键处结构新设计一部分更高强度的专用支撑定位装置。这不仅可节省工装制造成本,而且降低了柔性夹具的复杂程度,从而降低柔性工装购买成本,如图7所示。
 图7大型结构件组对
图7大型结构件组对
(3)在框架结构件组对中的应用 在工程机械领域,通常框架结构件多为封闭式结构,强度相对较高,组对的工件也较多。由于工件类型多种多样,在完成组对过程中,对装夹定位方案要求较高,所以可以采用柔性工装的标准组件和辅助定位板相结合的方式完成,即先确定好整体方案再进行具体操作,有利于更好的指导生产现场,如图8所示。对于较为规则的框架式结构件,可以制作简易方案,根据实际组对情况增加必要的定位和夹紧机构,通常运用柔性工装通用夹具和定位机构就可完成,如图9所示。
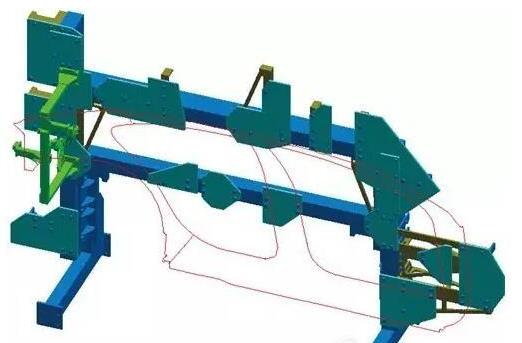 图8框架结构件组对
图8框架结构件组对

图9规则框架式结构件组对
(4)在油箱体和管道类结构件组对中的应用 油箱和管道类结构件相对产品结构比较简单,形状较规则,在尺寸精度要求上不是很高。在产品组对过程中根据现场组对情况可进行夹具和定位机构的任意组合,实现起来比较容易,而且现场操作者也非常容易操作,定位点和夹紧点的选取可以根据产品结构进行调整,如图10、图11所示。由于对夹具和定位机构的强度要求也不高,所以这类零部件越来越多的采用柔性工装完成组对,不再设计专用工装,可以大大节省了工装投入成本,缩短了制造周期。
 图10油箱的组对
图10油箱的组对

图11管道类零件的组对
4.维柔性组合工装的一些改善建议
三维柔性组合工装在实践运用中充分体现出了其组对精度高、多用性、成本低、操作简便等的特点,因此被广泛地运用于焊接结构件组对,尤其在薄板结构件和轻便的结构件组对上。但对外形尺寸大、质量较重的结构件就显得强度不足。其主要原因是目前的三维柔性组合工装平台、定位和夹紧机构的强度不足。如果三维柔性组合工装的强度能够得到提高以及标准模块的品种能够进一步完善,那么其在焊接结构件的使用将会更为广泛。



 关注本刊微信订阅号
关注本刊微信订阅号