





.jpg)

背光模组为液晶显示面板的关键零组件之一,由于液晶本身不具发光特性,因此必须在面板底面加上一个发光源,方能达到饱满的色彩显示效果,背光模组之功能即在于供应充足的亮度与分布均匀的平面光源,使液晶模块能正常显示影像。 背光模组的质量决定了液晶显示屏的亮度,出射光均匀度,色阶等重要参数,很大程度上决定了液晶显示屏的发光效果.因此在背光模组生产过程中,对内外层异物,白点,划伤,贴合不到位及发光亮度不均等缺陷的检测就显得尤为重要。
目前大部分工厂主要依靠人工对背光模组进行检查,这种检测方法不但耗费大量人工成本,效率较低,并且人工长时间检查会产生视觉疲劳,造成漏测现象,不同的人工检查结果也会存在 差异性。而如果通过视觉检测系统代替人工进行检测,就可以大大降低人工成本,设备可以长时间连续工作不会疲劳,并且检测参数设置的一致性可以保证检测结果的一致性。
以下为大家介绍一套视觉系统应用于背光模组检测的解决方案,此方案由深圳市视觉龙科技有限公司与深圳市芬诺科技有限公司联合研发。
 图一:背光模组视觉检测设备
图一:背光模组视觉检测设备
此方案可应用于手机/汽车/设备领域4.0〜6.0英寸背光屏外观不良检测。背光屏自动检测设备主要由转盘机构、上下料系统、电机驱动系统、相机成像系统、视觉处理系统构成。
●相机成像系统具有高分辨率/高速侦测抓拍功能,相机高速抓拍后,将抓拍到的高像素产品图片高速传输到视觉处理系统;
●视觉系统根据产品不良特征库&视觉工具算法,对每个产品图片进行高速运算处理,接着输出产品识别结果;
●最后下料系统根据视觉系统给出的识别结果,对良品/不良品进行打标记&分别放置到流水线不同位置。
●此方案可有效检测出背光屏产品的不良如:白点、白雾、划伤、漏光、异物、黑框变形、移位、点光源、分层、暗影 、细毛、污染、死灯等。
 图二:视觉软件处理界面
图二:视觉软件处理界面
方案检测流程介绍 :
该方案由深圳视觉龙公司提供了自主研发的标准产品DragonVision视觉系统。该方案视觉部门由5个面阵相机采集模块、1个线扫相机采集模块和软件处理模块组成。手机屏背光模组视觉检测设备共4个工位:
步骤一:背光模组保护膜撕掉后将产品及保护膜分别放在1工位的左右两个定位槽内,光纤感应到产品后设备通过PLC控制自动转动到2工位线扫相机处触发相机采集图像。
步骤二: 2工位线扫相机是在背光模组不点亮情况下通过线扫相机加外部条形光源照亮产品采集图像,通过此工位的检测,可以准确检测出产品表面的划伤,灰尘异物,污染,黑框变形,黑框贴合不到位等缺陷。2工位线扫相机采集到的图像数据会通过CameraLink接口传送到控制器中进行数据处理,2工位相机采集完成后产品会自动转到3工位。
步骤三: 产品到达3工位后通过机械装置点亮产品,3工位5个面阵相机不同角度采集图像,通过此工位可以准确检测出背光屏发光偏暗、发光偏亮、白点、黑点及白印、内层划伤、异物、贴合异常导致的亮边等缺陷。采集的图像数据会通过网口传送到控制器中进行数据处理。
 图三:面阵相机5个不同方向的拍照效果
图三:面阵相机5个不同方向的拍照效果
步骤四:采集完成后3工位的机械装置会将保护膜吸起贴回产品表面,完成后自动转到4工位,同时控制器将2、3工位的图像处理结果通过串口通讯发送给PLC。
步骤五:4工位取料装置会根据PLC给的信号将产品放在相应的OK品区域或者NG品区域。
由于四个工位安装在4等分的分度盘上,通过电机带动旋转,故各个工位之间循环运行,可以大大提高检测效率,使检测效率可以达到每小时500-600片左右。
DragonVision视觉软件处理效果:
●通过分割缺陷工具可以准确检测出比整体产品灰度值亮的区域。
 图四:亮斑缺陷
图四:亮斑缺陷
●通过差异检测工具,可以准确找出与整体区域灰度值不同的缺陷区域,主要为白点,异物,白雾,划伤等。
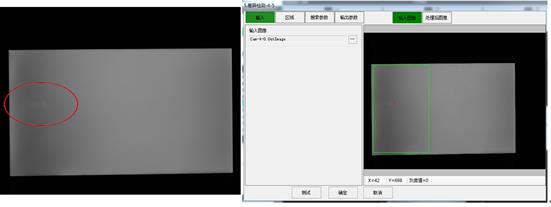 图五:白雾缺陷
图五:白雾缺陷
●通过差异分析工具,可以准确检测出轮廓区域内的白点,黑点,异物,划伤等缺陷。
 图六:划伤缺陷
图六:划伤缺陷
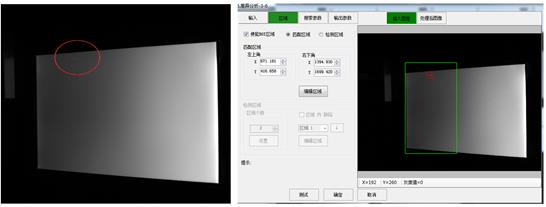
●通过兴趣域缺陷工具,可以准确检测出设置区域的亮斑或者暗斑.
 图七:亮边缺陷
图七:亮边缺陷
●通过分割缺陷工具可以准确检测出比整体产品灰度值亮的地方。
 图八:异物缺陷
图八:异物缺陷
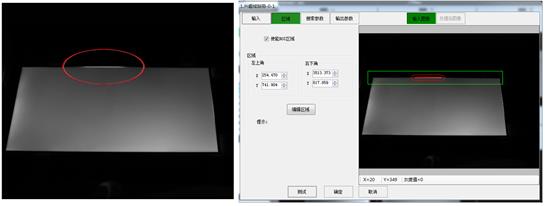
●通过兴趣域缺陷工具检测出黑框变形缺陷。
 图九:黑框变形
图九:黑框变形



 关注本刊微信订阅号
关注本刊微信订阅号